论文部分内容阅读
摘 要: 本文主要介绍了我校数控铣床实训过程中遇到的一些问题,并提出了相应的解决办法。
关键词: 数控铣床 常见问题 解决办法
《金工实习》是一门实践基础课,是机械类各专业学生学习工程材料及机械制造基础等课程必不可少的先修课,可以使学生更好地了解传统的机械制造工艺和现代机械制造技术。随着装备制造业的发展,数控技术在金属加工领域的应用越来越广泛,数控实训在《金工实习》中的比重也越来越大。在珠海市颁发的《2008—2009年珠海市紧缺技工工种目录》中,即包括数控车工、数控铣工。可见增加数控环节的实训,不仅有助于学生更好地熟悉数控工艺及编程知识和数控机床的操作技能,对学生毕业后的就业工作也大有好处。笔者所在的学校是一所以培养应用型人才为主的独立学院,对于学生的动手能力极为重视,相应地增加了数控实训的课时数,而且与市劳动局合作开展了数控车、数控铣床操作高级工的考评工作,使学生能在实训过程中真正学到了一些实用的技术。
在数控铣床实训过程中,经常有学生在一些环节掌握不牢或搞混,笔者总结如下。
1.概念不清
(1)分不清刀具半径左/右补偿。
在数控铣床上进行轮廓的铣削加工时,由于刀具半径的影响,刀具中心轨迹和工件轮廓不重合。为了避免计算刀具中心轨迹、直接按照零件图样上的轮廓尺寸编程,可使用数控系统提供的刀具半径补偿功能。刀具半径补偿分为左补偿G41和右补偿G42,其中当刀具中心轨迹沿前进方向位于零件轮廓左边时称为左补偿,反之称为右补偿。当不需要进行刀具半径补偿时,使用G40取消刀具半径补偿。
(2)对刀具长度补偿理解不到位。
刀具长度补偿可以使刀具在Z方向上的实际位移量大于或小于程序的给定值,这样在数控编程过程中就无需考虑刀具长度,避免加工运行过程中要经常换刀而每把刀具长度的不同会给工件坐标系的设定带来的困难。刀具长度补偿指令是G43和G44,其中G43为刀具长度正补偿,G44是刀具长度负补偿。指令G49用于取消刀具长度补偿。
2.数控铣床操作不熟练
(1)数控铣床对刀不熟练。
数控铣床对刀的目的是把机床坐标系和工件编程坐标系统一起来,其对刀操作分为X、Y向对刀和Z向对刀。对刀的准确程度将直接影响加工精度。对刀方法一定要同零件加工精度要求相适应。根据使用的对刀工具的不同,常用的对刀方法分为以下几种:试切对刀法、百分表对刀法、采用寻边器和Z轴设定器等工具对刀法、顶尖对刀法、专用对刀器对刀法等。另外根据选择对刀点位置和数据计算方法的不同,又可分为单边对刀、双边对刀、转移间接对刀法、分中对刀法等。我系在实训中主要采用光电式寻边器和Z轴设定器进行分中对刀。步骤如下:
①开机,向右旋起急停按钮。在“回零”状态下使机床回到参考点。
②将工件在工作台上定位并夹紧,把光电式寻边器装到机床主轴上。在MDI方式下输入“M03 S500;”,执行该指令使主轴以500转/分的速度正转。
③使用光电式分中棒进行X、Y向对刀。先对工件进行X向分中,将机床运动模式旋转到“手轮”,调整运动速率为X100,使寻边器迅速移动到工件附近(离工件左侧20mm左右,寻边器的测头要低于工件的上表面),调整手轮运动速率为X10,通过手轮缓慢地移动工作台,使寻边器测头和工件左侧接触,寻边器上的灯亮,表示寻边器已经和工件接触。反向稍微移动使灯熄灭,再将手轮的移动倍率降低到X1,继续移动工作台,使寻边器的灯刚好亮起来,这时寻边器刚好和工件接触,在面板上输入X,在屏幕下方点击“起源”按钮,把当前位置设置为相对零点。再向上抬高寻边器高于工件上表面,移动寻边器用同样的方法接触工件的右侧,这时X向的相对坐标会有一个读数A,把A除以2,向上移动寻边器高于工件上表面,移动机床使X向的相对坐标变为A/2,这时就找到了工件X向的中心,在G54坐标系设定中移动光标到X,通过面板输入“X0.”,之后点击屏幕下方的测量键,把当前X向的位置设定为加工坐标系X向的零点。用同样的方法找到Y向的中心设置为Y向的坐标零点。
④使用Z轴设定器进行Z方向对刀。停止主轴,将寻边器取下,把要使用的刀具装到主轴上、Z轴设定器放到工件上表面。向下移动刀具缓慢和Z轴设定器接触,当接触之后Z轴设定器的灯会亮起来,这时记下当前机床的Z坐标,再用此值减去Z轴设定器的高度,把计算后的值填到相应的长度补偿寄存器中即可。
(2)由于不熟练导致的错误。
①在进行刀具长度补偿设置时,有些学生在把补偿值输入到机床的长度补偿寄存器时分不清【输入】键与【+输入】键的区别,错按【+输入】键,把要输入的数值与寄存器当前值进行叠加,导致在加工时很容易撞刀。
②在进行程序手动输入操作时,有些学生由于不认真,忘掉数字前面的负号或忘掉小数点,解决此种问题的办法就是在正式运行程序时先将机床锁住,通过数控机床的图形功能观察走刀路线是否正确。
③不熟悉机床坐标系的设定规则。机床坐标系采用的是右手直角笛卡尔坐标系,是假定工作台不动,刀具相对于工作台运动的方向进行设定的。对于多数数控铣床来说其运动方式都是主轴旋转实现主运动并在Z方向升降,而X、Y方向的运动是通过工作台的移动实现的,所以机床在实际运动过程中,在X、Y方向的运动和我们习惯的方向正好相反,这样就使一些不熟练的学生由于走错方向导致机床超程报警或撞刀。
3.编程错误或加工工艺不合理
(1)在进行手动编程练习时,经常有学生省略整数数据后面的小数点。
如“X50.”被写成“X50”,如果有小数点,表示的单位是mm,而没有小数点的单位则是μm。
(2)加工顺序安排不合理。
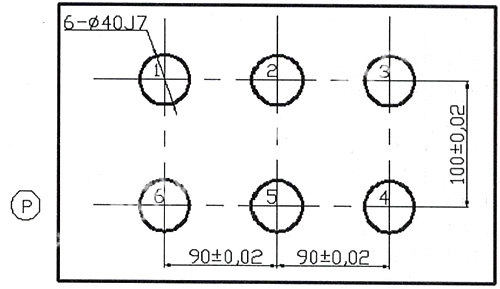
在加工如下所示的零件时,如果按照1-2-3-4-5-6的顺序加工,由于5、6孔与1、2、3、4孔定位方向相反,在X方向反向间隙会使定位误差增加,而影响5、6孔与其他孔的位置精度。而如果按照1-2-3-4路线在加工完孔4后向左移动一段距离到P点,然后折回来加工5、6孔,这样方向一致,可避免反向间隙的引入,提高5、6孔与其他孔的位置精度。
以上问题是笔者针对数控铣床实训过程中出现的问题进行的总结。另外,进行数控实训,安全始终是第一位的。我们必须要求学生谨记安全操作规程,切不可麻痹大意。
参考文献:
[1]杨伟群等编著.数控工艺培训教程(数控铣部分).北京清华大学出版社,2002.9.
[2]肖玉星,苟建峰,廖桂波.数控铣床(加工中心)常见对刀方法探讨.珠海城市职业技术学院学报,2008.9.
关键词: 数控铣床 常见问题 解决办法
《金工实习》是一门实践基础课,是机械类各专业学生学习工程材料及机械制造基础等课程必不可少的先修课,可以使学生更好地了解传统的机械制造工艺和现代机械制造技术。随着装备制造业的发展,数控技术在金属加工领域的应用越来越广泛,数控实训在《金工实习》中的比重也越来越大。在珠海市颁发的《2008—2009年珠海市紧缺技工工种目录》中,即包括数控车工、数控铣工。可见增加数控环节的实训,不仅有助于学生更好地熟悉数控工艺及编程知识和数控机床的操作技能,对学生毕业后的就业工作也大有好处。笔者所在的学校是一所以培养应用型人才为主的独立学院,对于学生的动手能力极为重视,相应地增加了数控实训的课时数,而且与市劳动局合作开展了数控车、数控铣床操作高级工的考评工作,使学生能在实训过程中真正学到了一些实用的技术。
在数控铣床实训过程中,经常有学生在一些环节掌握不牢或搞混,笔者总结如下。
1.概念不清
(1)分不清刀具半径左/右补偿。
在数控铣床上进行轮廓的铣削加工时,由于刀具半径的影响,刀具中心轨迹和工件轮廓不重合。为了避免计算刀具中心轨迹、直接按照零件图样上的轮廓尺寸编程,可使用数控系统提供的刀具半径补偿功能。刀具半径补偿分为左补偿G41和右补偿G42,其中当刀具中心轨迹沿前进方向位于零件轮廓左边时称为左补偿,反之称为右补偿。当不需要进行刀具半径补偿时,使用G40取消刀具半径补偿。
(2)对刀具长度补偿理解不到位。
刀具长度补偿可以使刀具在Z方向上的实际位移量大于或小于程序的给定值,这样在数控编程过程中就无需考虑刀具长度,避免加工运行过程中要经常换刀而每把刀具长度的不同会给工件坐标系的设定带来的困难。刀具长度补偿指令是G43和G44,其中G43为刀具长度正补偿,G44是刀具长度负补偿。指令G49用于取消刀具长度补偿。
2.数控铣床操作不熟练
(1)数控铣床对刀不熟练。
数控铣床对刀的目的是把机床坐标系和工件编程坐标系统一起来,其对刀操作分为X、Y向对刀和Z向对刀。对刀的准确程度将直接影响加工精度。对刀方法一定要同零件加工精度要求相适应。根据使用的对刀工具的不同,常用的对刀方法分为以下几种:试切对刀法、百分表对刀法、采用寻边器和Z轴设定器等工具对刀法、顶尖对刀法、专用对刀器对刀法等。另外根据选择对刀点位置和数据计算方法的不同,又可分为单边对刀、双边对刀、转移间接对刀法、分中对刀法等。我系在实训中主要采用光电式寻边器和Z轴设定器进行分中对刀。步骤如下:
①开机,向右旋起急停按钮。在“回零”状态下使机床回到参考点。
②将工件在工作台上定位并夹紧,把光电式寻边器装到机床主轴上。在MDI方式下输入“M03 S500;”,执行该指令使主轴以500转/分的速度正转。
③使用光电式分中棒进行X、Y向对刀。先对工件进行X向分中,将机床运动模式旋转到“手轮”,调整运动速率为X100,使寻边器迅速移动到工件附近(离工件左侧20mm左右,寻边器的测头要低于工件的上表面),调整手轮运动速率为X10,通过手轮缓慢地移动工作台,使寻边器测头和工件左侧接触,寻边器上的灯亮,表示寻边器已经和工件接触。反向稍微移动使灯熄灭,再将手轮的移动倍率降低到X1,继续移动工作台,使寻边器的灯刚好亮起来,这时寻边器刚好和工件接触,在面板上输入X,在屏幕下方点击“起源”按钮,把当前位置设置为相对零点。再向上抬高寻边器高于工件上表面,移动寻边器用同样的方法接触工件的右侧,这时X向的相对坐标会有一个读数A,把A除以2,向上移动寻边器高于工件上表面,移动机床使X向的相对坐标变为A/2,这时就找到了工件X向的中心,在G54坐标系设定中移动光标到X,通过面板输入“X0.”,之后点击屏幕下方的测量键,把当前X向的位置设定为加工坐标系X向的零点。用同样的方法找到Y向的中心设置为Y向的坐标零点。
④使用Z轴设定器进行Z方向对刀。停止主轴,将寻边器取下,把要使用的刀具装到主轴上、Z轴设定器放到工件上表面。向下移动刀具缓慢和Z轴设定器接触,当接触之后Z轴设定器的灯会亮起来,这时记下当前机床的Z坐标,再用此值减去Z轴设定器的高度,把计算后的值填到相应的长度补偿寄存器中即可。
(2)由于不熟练导致的错误。
①在进行刀具长度补偿设置时,有些学生在把补偿值输入到机床的长度补偿寄存器时分不清【输入】键与【+输入】键的区别,错按【+输入】键,把要输入的数值与寄存器当前值进行叠加,导致在加工时很容易撞刀。
②在进行程序手动输入操作时,有些学生由于不认真,忘掉数字前面的负号或忘掉小数点,解决此种问题的办法就是在正式运行程序时先将机床锁住,通过数控机床的图形功能观察走刀路线是否正确。
③不熟悉机床坐标系的设定规则。机床坐标系采用的是右手直角笛卡尔坐标系,是假定工作台不动,刀具相对于工作台运动的方向进行设定的。对于多数数控铣床来说其运动方式都是主轴旋转实现主运动并在Z方向升降,而X、Y方向的运动是通过工作台的移动实现的,所以机床在实际运动过程中,在X、Y方向的运动和我们习惯的方向正好相反,这样就使一些不熟练的学生由于走错方向导致机床超程报警或撞刀。
3.编程错误或加工工艺不合理
(1)在进行手动编程练习时,经常有学生省略整数数据后面的小数点。
如“X50.”被写成“X50”,如果有小数点,表示的单位是mm,而没有小数点的单位则是μm。
(2)加工顺序安排不合理。
在加工如下所示的零件时,如果按照1-2-3-4-5-6的顺序加工,由于5、6孔与1、2、3、4孔定位方向相反,在X方向反向间隙会使定位误差增加,而影响5、6孔与其他孔的位置精度。而如果按照1-2-3-4路线在加工完孔4后向左移动一段距离到P点,然后折回来加工5、6孔,这样方向一致,可避免反向间隙的引入,提高5、6孔与其他孔的位置精度。
以上问题是笔者针对数控铣床实训过程中出现的问题进行的总结。另外,进行数控实训,安全始终是第一位的。我们必须要求学生谨记安全操作规程,切不可麻痹大意。
参考文献:
[1]杨伟群等编著.数控工艺培训教程(数控铣部分).北京清华大学出版社,2002.9.
[2]肖玉星,苟建峰,廖桂波.数控铣床(加工中心)常见对刀方法探讨.珠海城市职业技术学院学报,2008.9.