论文部分内容阅读
【摘 要】:介绍了冰箱、空调在检修中常用的焊接工艺,并讨论了焊接方法及要点,有助于提高检修人员的焊接技术。
【关键词】:冰箱;空调;焊接工艺;检修
中图分类号:TH17 文献标识码:A文章编号:1997-0668(2008)0210034-02
电冰箱、空调器中的制冷系统均为全封闭管路组成,对系统的密封性、管路的洁净度要求极为严格,制冷系统不允许有泄漏和杂质,这样就对管路的焊接有严格的要求。在电冰箱、空调器的检修过程中,制冷系统的管路连接多采用钎焊接,而焊接工艺技术的高低不仅影响整体外形的美观,更可能由于焊接的质量引发系统的泄漏、堵塞等故障,对于电冰箱、空调器这样对系统的密封性、管路的洁净度有严格要求的设备焊接,要靠优良的焊接工艺来保证,要掌握优良的焊接工艺应掌握以下几个方面。
1. 正确的选用焊条、焊剂
钎焊要根据不同的管路材料正确地选择焊条、焊剂,电冰箱、空调器检修中焊接常用的焊条有:银铜焊条、铜磷焊条、铜锌焊条等。
铜管与铜管的焊接时可选用铜磷焊条,这种焊条价格较便宜,且具有良好的流动性和润湿性能,不需要焊剂,因为其中的磷在焊接过程中能还原氧化铜,起到焊剂的作用。铜管与钢管或钢管与钢管焊接时可选用银铜焊条或铜锌焊条,焊接时银铜焊条性能较好,铜锌焊条次之, 焊接时需要焊剂,焊接常用的焊剂为铜焊粉和去潮硼砂。
钎焊制冷系统管路时要根据焊件材料的不同,选用合适的焊条。
2. 正确选用气体火焰及焊接火焰流向
焊接管路时要根据不同材料的焊件,选用不同的钎焊火焰,气焊常用的有:氧气-乙炔气气焊、氧气-液化气气焊两种。
因乙炔气本地没有换气点,如使用乙炔发生器,不能尽快使用完又造成浪费,且上门服务时使用乙炔气不大方便,所以电冰箱、空调器检修服务时常采用氧气-液化气气焊,虽然氧气-液化气气焊的火焰温度略低,但铜焊、银焊的流动性仍良好,且使用氧气-液化气气焊退火较为安全。
使用氧气-液化气气焊时可选用H01-6射吸式焊炬,但须将焊嘴孔径扩大,否则使时火焰较小,焊嘴孔径可适当扩大至Φ0.3mm左右,焊接Φ22mm以上铜管感到火焰温度不够时,可选用H01-12射吸式焊炬。
氧气-液化气气焊火焰可分为:碳化焰和氧化焰两种[1],如图1所示。

但对于电冰箱、空调器的焊接,气焊时火焰流向不能正对着接头间隙,这样可以避免火焰燃烧中产生的水分及氧化物等进入制冷系统管路内,因此正确的火焰流向为图中的(1)、(2)所示,而图中的(3)所示,因火焰流向正对着接头间隙,虽然焊料容易进入焊接面,但易使火焰燃烧过程中产生的水分及其他杂质、氧化物大量吹入制冷系统管路内,造成系统脏堵或冰堵等故障,不适宜在电冰箱、空调器的焊接使用。因此在电冰箱、空调器的焊接时一定要选用正确的火焰流向。
3. 掌握恰当的管接头插入长度和配合间隙
为了保证焊接质量,在电冰箱、空调器的焊接时套管焊接法多采用,套管焊接法插入的深度和间隙都有一定的要求,插入太浅,会影响焊接强度和密封性,且焊料易流入管道口,造成堵塞或污染,插入太深,浪费管材和焊料。配合间隙过小,焊料不能流入焊接面,只能堆积在接口外面,焊接强度差,受到振动或弯曲形变时可能开裂,造成系统泄漏。配合间隙过大,不仅浪费焊料,还易出现气孔,且焊料或杂质易流入管道内造成堵塞或污染,不能保证焊接质量。所以须掌握恰当的管接头插入长度和配合间隙。
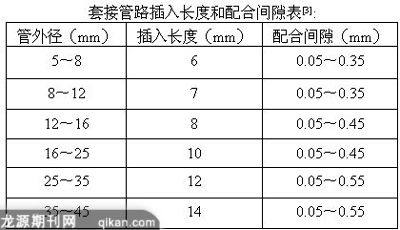
在焊接制冷管与压缩机导管时插入深度须有10 mm,少于10 mm焊接面小,压缩机工作振动时,易产生裂纹,造成泄漏。毛细管与干燥过滤器焊接,毛细管插入深度应控制在15 mm,过长易碰到过滤网,影响制冷剂流量或把过滤网穿孔,分子筛颗粒进入毛细管,造成堵塞。过短,焊接时产生的氧化物会堵塞管道。
4. 握正确的焊接步骤
4.1 将待焊接的管道选用相应的扩管器胀成套接口,管路焊接前用砂纸将焊接面及接口处的油垢、油漆、锈斑及其他氧化物打磨干净,以防止焊接时杂质进入管路内,造成堵塞。将管子相互重叠插入并注意对中。
4.2 调整气焊火焰至焊接需要的火焰。
4.3 使用正确的火焰流向对焊件进行预热,均匀加热至焊缝暗红色时,再把焊条一端加热并沾一点焊剂,送到焊缝边,当达到焊接温度时,把焊条送入焊缝中溶下一滴,这时快速将火焰和焊条离开,等这滴焊料稍有凝固,再送入新的焊料,连续不断直到全部焊接完毕。
4.4 使用焊剂焊接后,因焊剂具有腐蚀性,必须将焊接残渣清除干净。
5. 焊接时注意事项
在电冰箱、空调器管路焊接过程中,为保证焊接质量,应注意以下几个问题。
5.1 管路焊接时最好采用强火焰快速焊接,尽可能缩短焊接时间,以预防焊接时间过长、温度过高产生氧化物,氧化物进入管路会造成制冷系统堵塞。
5.2 焊接毛细管和干燥过滤器时,由于两种管的管径悬殊,加热时主火焰应避开毛细管,使其和粗管同时达到焊接温度,焊接时间不能过长,否则毛细管因加热过度而变形或溶化。
5.3 管路焊接时,当焊料没有完全凝固时,绝对不可摇动或振动焊件,否则焊接部位会产生裂纹而导致泄漏。
5.4 制冷剂未排除之前,明火切不可接触制冷剂,以防有毒气体侵害人体,造成人身伤害。
参考文献
[1] 胡汉章. 制冷管道气焊质量对制冷效果的影响.家电检修技术. 长春出版社, 2002(2):31.
[2] 杨象忠, 杨东斌. 电冰箱修理大全(第二版). 浙江科学技术出版社, 1996.55.
[3] 许进华. 如何焊接空调管路.家电检修技术, 长春出版社, 2003(7).32.
【关键词】:冰箱;空调;焊接工艺;检修
中图分类号:TH17 文献标识码:A文章编号:1997-0668(2008)0210034-02
电冰箱、空调器中的制冷系统均为全封闭管路组成,对系统的密封性、管路的洁净度要求极为严格,制冷系统不允许有泄漏和杂质,这样就对管路的焊接有严格的要求。在电冰箱、空调器的检修过程中,制冷系统的管路连接多采用钎焊接,而焊接工艺技术的高低不仅影响整体外形的美观,更可能由于焊接的质量引发系统的泄漏、堵塞等故障,对于电冰箱、空调器这样对系统的密封性、管路的洁净度有严格要求的设备焊接,要靠优良的焊接工艺来保证,要掌握优良的焊接工艺应掌握以下几个方面。
1. 正确的选用焊条、焊剂
钎焊要根据不同的管路材料正确地选择焊条、焊剂,电冰箱、空调器检修中焊接常用的焊条有:银铜焊条、铜磷焊条、铜锌焊条等。
铜管与铜管的焊接时可选用铜磷焊条,这种焊条价格较便宜,且具有良好的流动性和润湿性能,不需要焊剂,因为其中的磷在焊接过程中能还原氧化铜,起到焊剂的作用。铜管与钢管或钢管与钢管焊接时可选用银铜焊条或铜锌焊条,焊接时银铜焊条性能较好,铜锌焊条次之, 焊接时需要焊剂,焊接常用的焊剂为铜焊粉和去潮硼砂。
钎焊制冷系统管路时要根据焊件材料的不同,选用合适的焊条。
2. 正确选用气体火焰及焊接火焰流向
焊接管路时要根据不同材料的焊件,选用不同的钎焊火焰,气焊常用的有:氧气-乙炔气气焊、氧气-液化气气焊两种。
因乙炔气本地没有换气点,如使用乙炔发生器,不能尽快使用完又造成浪费,且上门服务时使用乙炔气不大方便,所以电冰箱、空调器检修服务时常采用氧气-液化气气焊,虽然氧气-液化气气焊的火焰温度略低,但铜焊、银焊的流动性仍良好,且使用氧气-液化气气焊退火较为安全。
使用氧气-液化气气焊时可选用H01-6射吸式焊炬,但须将焊嘴孔径扩大,否则使时火焰较小,焊嘴孔径可适当扩大至Φ0.3mm左右,焊接Φ22mm以上铜管感到火焰温度不够时,可选用H01-12射吸式焊炬。
氧气-液化气气焊火焰可分为:碳化焰和氧化焰两种[1],如图1所示。
但对于电冰箱、空调器的焊接,气焊时火焰流向不能正对着接头间隙,这样可以避免火焰燃烧中产生的水分及氧化物等进入制冷系统管路内,因此正确的火焰流向为图中的(1)、(2)所示,而图中的(3)所示,因火焰流向正对着接头间隙,虽然焊料容易进入焊接面,但易使火焰燃烧过程中产生的水分及其他杂质、氧化物大量吹入制冷系统管路内,造成系统脏堵或冰堵等故障,不适宜在电冰箱、空调器的焊接使用。因此在电冰箱、空调器的焊接时一定要选用正确的火焰流向。
3. 掌握恰当的管接头插入长度和配合间隙
为了保证焊接质量,在电冰箱、空调器的焊接时套管焊接法多采用,套管焊接法插入的深度和间隙都有一定的要求,插入太浅,会影响焊接强度和密封性,且焊料易流入管道口,造成堵塞或污染,插入太深,浪费管材和焊料。配合间隙过小,焊料不能流入焊接面,只能堆积在接口外面,焊接强度差,受到振动或弯曲形变时可能开裂,造成系统泄漏。配合间隙过大,不仅浪费焊料,还易出现气孔,且焊料或杂质易流入管道内造成堵塞或污染,不能保证焊接质量。所以须掌握恰当的管接头插入长度和配合间隙。
在焊接制冷管与压缩机导管时插入深度须有10 mm,少于10 mm焊接面小,压缩机工作振动时,易产生裂纹,造成泄漏。毛细管与干燥过滤器焊接,毛细管插入深度应控制在15 mm,过长易碰到过滤网,影响制冷剂流量或把过滤网穿孔,分子筛颗粒进入毛细管,造成堵塞。过短,焊接时产生的氧化物会堵塞管道。
4. 握正确的焊接步骤
4.1 将待焊接的管道选用相应的扩管器胀成套接口,管路焊接前用砂纸将焊接面及接口处的油垢、油漆、锈斑及其他氧化物打磨干净,以防止焊接时杂质进入管路内,造成堵塞。将管子相互重叠插入并注意对中。
4.2 调整气焊火焰至焊接需要的火焰。
4.3 使用正确的火焰流向对焊件进行预热,均匀加热至焊缝暗红色时,再把焊条一端加热并沾一点焊剂,送到焊缝边,当达到焊接温度时,把焊条送入焊缝中溶下一滴,这时快速将火焰和焊条离开,等这滴焊料稍有凝固,再送入新的焊料,连续不断直到全部焊接完毕。
4.4 使用焊剂焊接后,因焊剂具有腐蚀性,必须将焊接残渣清除干净。
5. 焊接时注意事项
在电冰箱、空调器管路焊接过程中,为保证焊接质量,应注意以下几个问题。
5.1 管路焊接时最好采用强火焰快速焊接,尽可能缩短焊接时间,以预防焊接时间过长、温度过高产生氧化物,氧化物进入管路会造成制冷系统堵塞。
5.2 焊接毛细管和干燥过滤器时,由于两种管的管径悬殊,加热时主火焰应避开毛细管,使其和粗管同时达到焊接温度,焊接时间不能过长,否则毛细管因加热过度而变形或溶化。
5.3 管路焊接时,当焊料没有完全凝固时,绝对不可摇动或振动焊件,否则焊接部位会产生裂纹而导致泄漏。
5.4 制冷剂未排除之前,明火切不可接触制冷剂,以防有毒气体侵害人体,造成人身伤害。
参考文献
[1] 胡汉章. 制冷管道气焊质量对制冷效果的影响.家电检修技术. 长春出版社, 2002(2):31.
[2] 杨象忠, 杨东斌. 电冰箱修理大全(第二版). 浙江科学技术出版社, 1996.55.
[3] 许进华. 如何焊接空调管路.家电检修技术, 长春出版社, 2003(7).32.